歡迎訪問中實洛陽機械工程科技有限公司官網!








多孔徑同軸度檢軸工裝的應用
發布時間:
2023-11-29
來源:
為滿足支架穩定性和可靠性要求,液壓支架頂梁、掩護梁、底座等結構件拼焊時,應保證肋板上裝配孔的同軸度。按照傳統加工工藝,需根據支架結構件上孔的大小設計不同直徑的檢軸,以保證肋板上裝配孔的同軸度。由于每個礦井的采高、坡度、礦質條件不同,設計的液壓支架類型也不同,裝配孔的大小也會隨之發生變化。當孔徑較大時,檢軸也隨之變大,質量也相應增加,增加了生產成本,不利于標準化作業和通用性要求。當發生焊接變形時,檢軸不易退出,可靠性差,操作不便。
1 設計方案
為提高液壓支架結構件生產效率,筆者設計了一種使用安全、結構簡單、操作方便的多孔徑同軸度檢軸工裝,如圖 1 所示。多孔徑同軸度檢軸工裝由檢套和檢軸組成,根據結構件上需要保證同軸度的孔徑設計檢套,檢軸采用直徑為 26 mm 的 45 鋼。當裝配孔孔徑發生變化時,只需更換檢套。檢軸與不同直徑的檢套配合使用,以保證結構件裝配孔的同軸度。

圖1 檢軸工裝示意
1.檢套 2.檢軸
檢套如圖 2 所示,檢套內徑為 φ B,外徑為 φ A,長度 L 大于預鉆孔深度。檢軸工裝的使用如圖 3 所示,序號 1 為 4 塊相互平行的主肋板,主肋板上有焊前預鉆孔,孔徑相同,在使用過程中,需將 4 塊主肋板上的孔同軸度控制在 0.5 mm 以內。使用該工裝時,首先將檢套依次穿過 4 塊主肋板上的預鉆孔,檢套的凸臺可起到限位作用,將檢軸依次穿過檢套內孔;交替焊接肋板上各焊縫,在焊接過程中保證 4 塊主肋板上孔的同軸度;焊接結束時,先將檢套從小徑處退出裝配孔,然后將檢軸依次從檢套中退出。
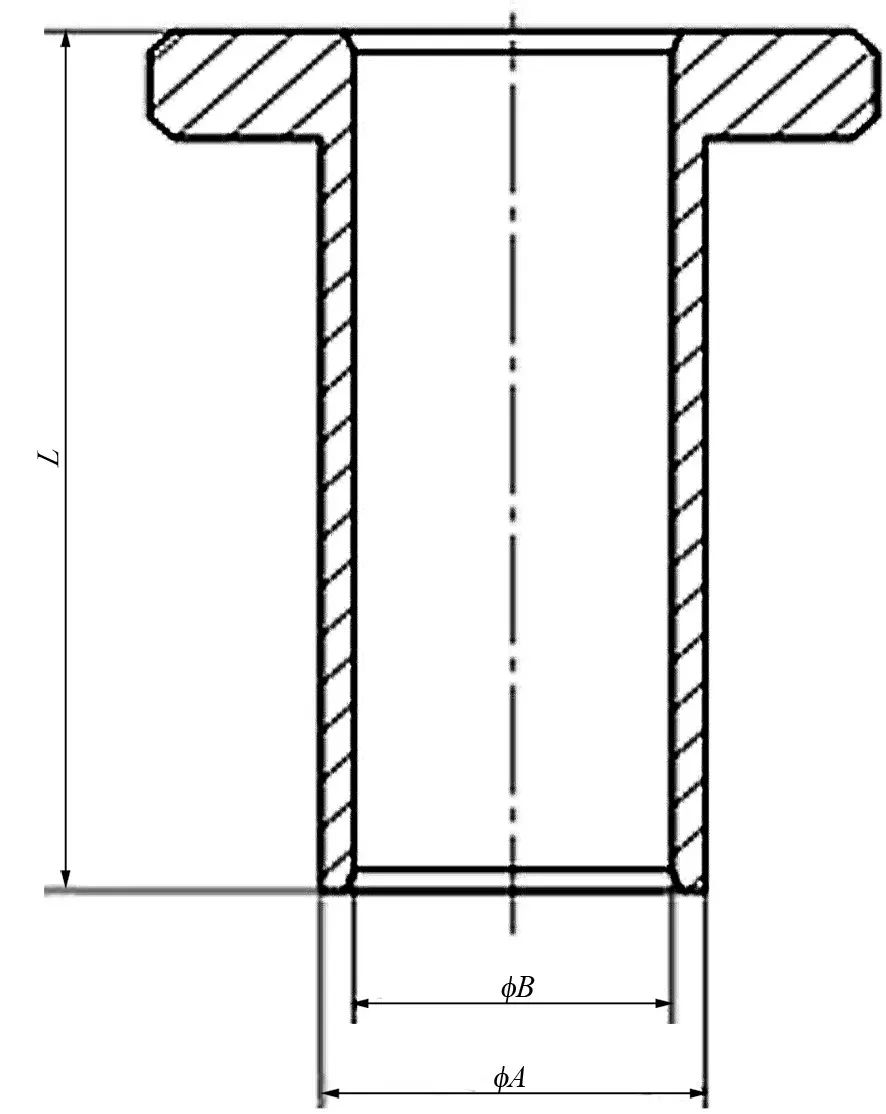
圖2 檢套
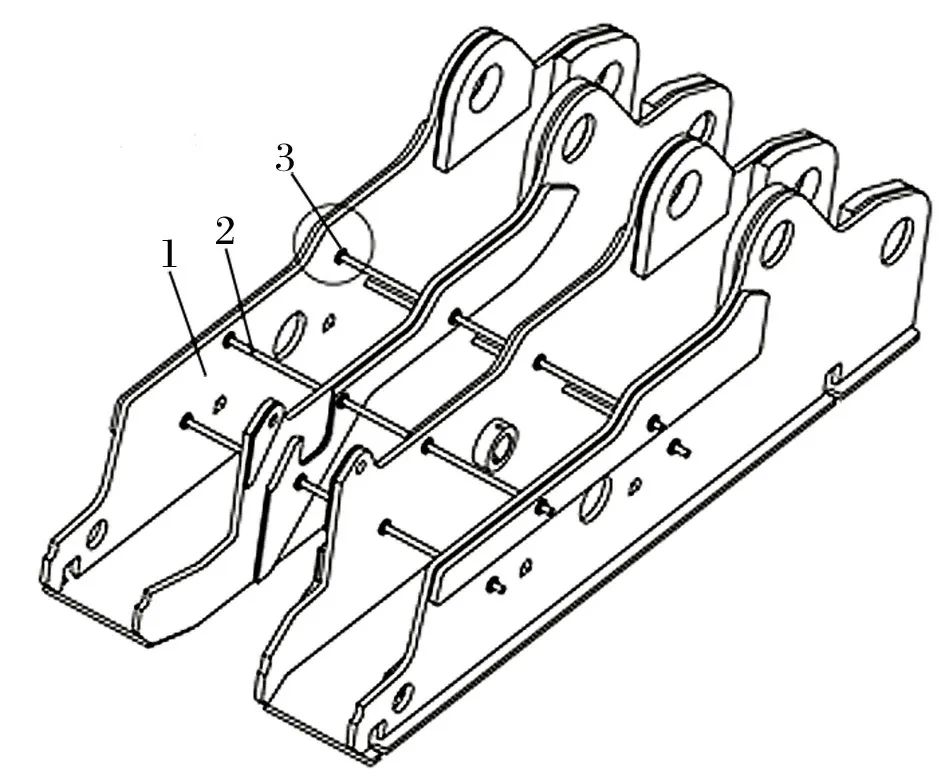
圖3 檢軸工裝使用示意
1.主肋板 2.檢軸 3.檢套
當主肋板上需要滿足同軸度要求的孔徑不一致時,可設計對應的不同規格的檢套,重復上述步驟,即可實現不同規格孔徑焊接后同軸度的一致性,且具有良好的適應性。
2 設計方案特點
(1) 多孔徑同軸度檢軸工裝在保證生產進度的同時,降低了職工的勞動強度。
(2) 有利于生產現場工裝設備的統一化和標準化。在保證主肋板上不同規格孔徑同軸度過程中,無需頻繁更換檢軸,只需根據孔徑大小設計不同規格的檢套,實現了工裝的通用性。
(3) 減少了工裝制作成本和生產組織成本。不同規格的孔徑采用差異化檢套,既擴大了工裝的使用范圍,也提升了工裝的通用性,便于推廣應用。
(4) 提高了生產效率。使用多孔徑同軸度檢軸工裝,無需頻繁加工檢軸,同一規格的檢軸適用于不同大小的孔徑,有效節約了生產時間。
3 結語
筆者設計的多孔徑同軸度檢軸工裝,提高了整體加工效率和工裝利用率,解決了生產成本高、職工勞動強度大等問題。該工裝結構簡單,操作方便,通用性較強。檢套的使用對工裝設備的統一化和標準化起到了重要作用。